Designing and marketing a new product for the utility industry often starts with identifying a customer need, writing the software and breadboarding the PCB. As the product launch date looms, how this device is packaged can affect it's economic, technical and marketing success.
The plastic molded case for such packaging comes down to two choices: an off-the-shelf standard enclosure or a custom designed and molded version. There is a place for both.
Economic Comparison:
Standard Enclosure:
If the anticpated annual production volume is low (less than 3,000-5,000), the off-the-shelf housing is recommended. Even if the marketing forecast is greater than this, but customer orders have not yet materialized, going into initial production with a standard enclosure and it’s greater recurring cost is a good business decision. A drawback to the standard case scenario is the need to either adapt your PCB to the nearest size catalog case available or manually modify each case to fit the PCB, adding further expense
If the orders develop, the conversion to a custom enclosure can be done using the same PCB and interconnects phasing it in as a running cost reduction later in the product life cycle. This business approach allows you to know the market acceptance and production volume required, averting unnecesary risk of capital invested in the injection mold tooling. The molds can then be designed for the actual capacity needed (2 cavities instead of 1, for instance). Cash flow from standard case sales can be utilized to fund the custom molds as well.
Custom Enclosure:
Everyone would like their product enclosed in a distinctive looking, low recurring cost enclosure from the outset. The barriers to this have been the front-end capital outlay for the injection mold tooling and the leadtime for that tooling. In recent years, both hurdles have been addressed with the aid of CAD part and mold design, CAM moldbuilding, internet information exchange and global sourcing of moldbuilding. An injection mold that had cost $30,000 with a 14 week leadtime is now typically available at $17,000 and 8 weeks for first samples. As a result, the door to access a custom enclosure for a new product opens at a lower estimated annual production volume than has been historically understood.
In the above table, the simple breakeven point in this cost scenario is at 2,785 units. Your exact costs may vary and this calculation does not address the cost or the availability of capital. Likewise, the inventory carrying cost associated with the more expensive standard enclosure and it's hardware is not considered in this example. Greater total cost savings can be realized by building the custom case molds as multi-cavity tools, producing more than a single part per molding cycle, if the production volume warrants the added capital outlay. As general rule-of-thumb, for each additional multiple of 2 cavities, the mold would cost 60% more. Thus, if the mold in table 1 cost $17,000 for a single cavity, a two cavity mold would be estimated at $27,200 with a consequent reduction in case price from $1.50 to approximately $1.00. (raw material cost content is fixed). Economic payback for the additional mold cavities breaks even at 20,400 units. Every unit shipped after the first 20,400 will be an additional $.50 profit.
Such an economy of scale would not be availalble if the product were to remain in a standard case.
TECchnical Aspects:
Standard Enclosure:
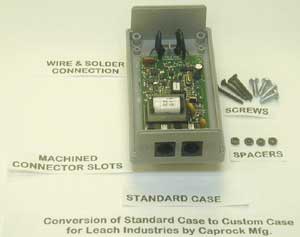
Often, the new product team is faced with selecting a catalog enclosure that comes closest to the ideal size for their PCB assembly. This can result in a bulkier product than desired and the need to adapt the enclosure via spacers, screws, soldered wire connections and machining to accommodate the PCB. Not only a costly proposition, but labor intensive and prone to reliability shortcomings in UL/CSA drop and impact tests as well.
Custom Enclosure:
The custom approach permits the enclosure to fit the PCB assembly like a glove; no wasted space or plastic material. Connector openings and PCB retention features are molded-in, as is any text such as FCC and UL/CSA nomenclature (no labels). If your product requires future engineering changes or model variations, since you own the mold, it can be modified to suit. The supplier of standard enclosures will be understandably reluctant to revise a mold that must support the production of a catalog item.
Greater design freedom is another advantage. Entering the market with a product that is styled in a shape other than a conventional rectangular box is an effective selling point. Today, the end-user is seeking products of smaller footprint and height that are engineered for compatibility with specific applications. A custom case offers the
ability to provide a water tight package, special battery compartment or molded-in graphics. LED lamps, windows and connectors can be positioned for optimal effectiveness and end-user preference. The custom enclosure can be snapped together or feature a unitized living hinge construction, eliminating screw hardware and labor.
Generally, a custom case supplier will be better equipped to further customize your product with special plastic colors, private label printing, EMI/RFI shielding and is open to using different plastic materials as required to meet flammability, temperature and agency ratings.
Plastic Colors:
Most standard cases are available in beige, gray or black. For product distinction, the custom case provided from your mold by your injeciton molding supplier can be provided in the full gamut of colors, referencing any Pantone color number. As well, the product can even be enhanced with metallic pigmented plastic colors. In the utility market, often a product molded in orange, red, blue or green can fulfill an industry color coding requirement.
Molded-in or Printed Graphics:
The custom case mold can be engraved using interchangeable inserts for a few hundred dollars of nonrecurring tooling cost. From then on, there is no variable cost of purchasing labels and applying those labels to the enclosure. If a contrasting color is desired, a variety of marking processes are usually offerred by the custom injection molder. These include hot stamping, pad printing and sublimation printing. Although these marking processes bring with them additional recurring cost, that cost can be minimized if the molder sets up a marking work cell at the injection molding press so that the cases are marked during the slack time of the molding cycle as opposed to handling the molded parts and moving them to a different department or to a subcontractor; as is often the practice if a standard case supplier offers the marking capability on their off-the-shelf case.
Plastic Materials:
The custom case molder, using your mold, can offer a wide variety of plastic materials for your specific requirements. Most in-stock case suppliers usually offer a limited selection. Not only is it costly for them to break into their regular production, but that standard case mold was designed and built for a particular plastic shrinkage factor, gating and venting allowing that mold to produce acceptable parts in a limited range of materials.
The custom mold built specifically for your application can be tailored to accommodate a plastic material whose properties do not either compromise your product nor overkill it. Whether the plastic has a high or low shrinkage factor, fiber glass reinforcement, UL flame retardant additives or conductive carbon fibers for shielding, the mold is engineered for that situation.
Plastic material selection will generally be a thermoplastic from either the amorphous or crystalline family. Cost per pound is proportional to the mechanical and physical properties specified. Table 2 is a partial list of likely plastic materials and their key properties for utility industry custom cases.
EMI/RFI Shielding:
Often, the plastic case must meet FCC EMI/RFI shielding regulations. The custom case can shielded by spray coating with nickel, copper or silver; molded with stainless steel or carbon fiber additive; vacuum metallized with aluminum or copper/nickel; or electroplated with copper/nickel or electroless nickel. The shielding process chosen will depend upon the degree of electromagnetic attenuation desired, the case geometry and the environment in which the case will be exposed.
Again, this a supplemental process that is more readily provided by a custom case supplier. On the average, you can double the molded plastic case cost with any of the above shielding processes. Although a molded-in conductive fiber eliminates further downstream handling for a secondary painting or plating process, such molded parts are limited to low level attenuation and the plastic materials have a cost that makes the overall shielded case as nearly costly as a case with a painting or plating process.
Marketing (The Intangibles):
How do you place a value on your product’s distinctive appearance and the consequent demand in the market? Having utilized a unique case, not only is a lower recurring cost advantage held over the competition with a greater market appeal, but competitors now face a steeper market entry cost to play catch-up. Once your product is in the marketplace with a custom enclosure, your competitor's off-the-shelf unit will likely collect dust and sell at a discount.
Custom Enclosure Implementation:
Form a design partnership with a custom plastic injection molder possessing CAD/CAM expertise. After an initial design review, most of the mechanical design communication can occur via internet file transfer using either E-Mail or FTP technology. Here are the steps and the expected timing:
Conclusion:
Standard enclosures are a good solution for a product with a low annual production volume or an uncertain market. The breakeven point for custom enclosures has come down in recent years and today is a more affordable and compelling product choice than many may realize.
The plastic molded case for such packaging comes down to two choices: an off-the-shelf standard enclosure or a custom designed and molded version. There is a place for both.
Economic Comparison:
Standard Enclosure:
If the anticpated annual production volume is low (less than 3,000-5,000), the off-the-shelf housing is recommended. Even if the marketing forecast is greater than this, but customer orders have not yet materialized, going into initial production with a standard enclosure and it’s greater recurring cost is a good business decision. A drawback to the standard case scenario is the need to either adapt your PCB to the nearest size catalog case available or manually modify each case to fit the PCB, adding further expense
If the orders develop, the conversion to a custom enclosure can be done using the same PCB and interconnects phasing it in as a running cost reduction later in the product life cycle. This business approach allows you to know the market acceptance and production volume required, averting unnecesary risk of capital invested in the injection mold tooling. The molds can then be designed for the actual capacity needed (2 cavities instead of 1, for instance). Cash flow from standard case sales can be utilized to fund the custom molds as well.
Custom Enclosure:
Everyone would like their product enclosed in a distinctive looking, low recurring cost enclosure from the outset. The barriers to this have been the front-end capital outlay for the injection mold tooling and the leadtime for that tooling. In recent years, both hurdles have been addressed with the aid of CAD part and mold design, CAM moldbuilding, internet information exchange and global sourcing of moldbuilding. An injection mold that had cost $30,000 with a 14 week leadtime is now typically available at $17,000 and 8 weeks for first samples. As a result, the door to access a custom enclosure for a new product opens at a lower estimated annual production volume than has been historically understood.
In the above table, the simple breakeven point in this cost scenario is at 2,785 units. Your exact costs may vary and this calculation does not address the cost or the availability of capital. Likewise, the inventory carrying cost associated with the more expensive standard enclosure and it's hardware is not considered in this example. Greater total cost savings can be realized by building the custom case molds as multi-cavity tools, producing more than a single part per molding cycle, if the production volume warrants the added capital outlay. As general rule-of-thumb, for each additional multiple of 2 cavities, the mold would cost 60% more. Thus, if the mold in table 1 cost $17,000 for a single cavity, a two cavity mold would be estimated at $27,200 with a consequent reduction in case price from $1.50 to approximately $1.00. (raw material cost content is fixed). Economic payback for the additional mold cavities breaks even at 20,400 units. Every unit shipped after the first 20,400 will be an additional $.50 profit.
Such an economy of scale would not be availalble if the product were to remain in a standard case.
TECchnical Aspects:
Standard Enclosure:
Often, the new product team is faced with selecting a catalog enclosure that comes closest to the ideal size for their PCB assembly. This can result in a bulkier product than desired and the need to adapt the enclosure via spacers, screws, soldered wire connections and machining to accommodate the PCB. Not only a costly proposition, but labor intensive and prone to reliability shortcomings in UL/CSA drop and impact tests as well.
Custom Enclosure:
The custom approach permits the enclosure to fit the PCB assembly like a glove; no wasted space or plastic material. Connector openings and PCB retention features are molded-in, as is any text such as FCC and UL/CSA nomenclature (no labels). If your product requires future engineering changes or model variations, since you own the mold, it can be modified to suit. The supplier of standard enclosures will be understandably reluctant to revise a mold that must support the production of a catalog item.
Greater design freedom is another advantage. Entering the market with a product that is styled in a shape other than a conventional rectangular box is an effective selling point. Today, the end-user is seeking products of smaller footprint and height that are engineered for compatibility with specific applications. A custom case offers the
ability to provide a water tight package, special battery compartment or molded-in graphics. LED lamps, windows and connectors can be positioned for optimal effectiveness and end-user preference. The custom enclosure can be snapped together or feature a unitized living hinge construction, eliminating screw hardware and labor.
Generally, a custom case supplier will be better equipped to further customize your product with special plastic colors, private label printing, EMI/RFI shielding and is open to using different plastic materials as required to meet flammability, temperature and agency ratings.

Plastic Colors:
Most standard cases are available in beige, gray or black. For product distinction, the custom case provided from your mold by your injeciton molding supplier can be provided in the full gamut of colors, referencing any Pantone color number. As well, the product can even be enhanced with metallic pigmented plastic colors. In the utility market, often a product molded in orange, red, blue or green can fulfill an industry color coding requirement.
Molded-in or Printed Graphics:
The custom case mold can be engraved using interchangeable inserts for a few hundred dollars of nonrecurring tooling cost. From then on, there is no variable cost of purchasing labels and applying those labels to the enclosure. If a contrasting color is desired, a variety of marking processes are usually offerred by the custom injection molder. These include hot stamping, pad printing and sublimation printing. Although these marking processes bring with them additional recurring cost, that cost can be minimized if the molder sets up a marking work cell at the injection molding press so that the cases are marked during the slack time of the molding cycle as opposed to handling the molded parts and moving them to a different department or to a subcontractor; as is often the practice if a standard case supplier offers the marking capability on their off-the-shelf case.
Plastic Materials:
The custom case molder, using your mold, can offer a wide variety of plastic materials for your specific requirements. Most in-stock case suppliers usually offer a limited selection. Not only is it costly for them to break into their regular production, but that standard case mold was designed and built for a particular plastic shrinkage factor, gating and venting allowing that mold to produce acceptable parts in a limited range of materials.
The custom mold built specifically for your application can be tailored to accommodate a plastic material whose properties do not either compromise your product nor overkill it. Whether the plastic has a high or low shrinkage factor, fiber glass reinforcement, UL flame retardant additives or conductive carbon fibers for shielding, the mold is engineered for that situation.
Plastic material selection will generally be a thermoplastic from either the amorphous or crystalline family. Cost per pound is proportional to the mechanical and physical properties specified. Table 2 is a partial list of likely plastic materials and their key properties for utility industry custom cases.
EMI/RFI Shielding:
Often, the plastic case must meet FCC EMI/RFI shielding regulations. The custom case can shielded by spray coating with nickel, copper or silver; molded with stainless steel or carbon fiber additive; vacuum metallized with aluminum or copper/nickel; or electroplated with copper/nickel or electroless nickel. The shielding process chosen will depend upon the degree of electromagnetic attenuation desired, the case geometry and the environment in which the case will be exposed.
Again, this a supplemental process that is more readily provided by a custom case supplier. On the average, you can double the molded plastic case cost with any of the above shielding processes. Although a molded-in conductive fiber eliminates further downstream handling for a secondary painting or plating process, such molded parts are limited to low level attenuation and the plastic materials have a cost that makes the overall shielded case as nearly costly as a case with a painting or plating process.
Marketing (The Intangibles):
How do you place a value on your product’s distinctive appearance and the consequent demand in the market? Having utilized a unique case, not only is a lower recurring cost advantage held over the competition with a greater market appeal, but competitors now face a steeper market entry cost to play catch-up. Once your product is in the marketplace with a custom enclosure, your competitor's off-the-shelf unit will likely collect dust and sell at a discount.

Custom Enclosure Implementation:
Form a design partnership with a custom plastic injection molder possessing CAD/CAM expertise. After an initial design review, most of the mechanical design communication can occur via internet file transfer using either E-Mail or FTP technology. Here are the steps and the expected timing:
Conclusion:
Standard enclosures are a good solution for a product with a low annual production volume or an uncertain market. The breakeven point for custom enclosures has come down in recent years and today is a more affordable and compelling product choice than many may realize.
Ryan Provenzano, President
Caprock Manufacturing Inc.
www.caprock-mfg.com
e-mail: ryan@caprock-mfg.com